

- 1
- 2
EN聯系我們 佛山市奇創自動化設備有限公司 |
Industry Solutions
OMRON激光位移傳感器在產品分揀的應用
專欄:Industry Solutions
發布日期:2021-08-28
閱讀量:604
作者:
背景介紹:在產品生產線上,最終合格品的檢測一般采用人工檢查,剔除次品的方式。隨著檢測技術的提高,人工成本的升高,檢測元件的性價比等因素,高精度傳感器應用開始廣泛...
背景介紹: 在產品生產線上,最終合格品的檢測一般采用人工檢查,剔除次品的方式。隨著檢測技術的提高,人工成本的升高,檢測元件的性價比等因素,高精度傳感器應用開始廣泛。本案介紹的是OMRON激光位移傳感器(ZX2)做產品分類的系統。
工藝要求: 在以往的產品生產中,最后成品的參數檢測和分類均是由人手測量,做上編號進行分類的!如下圖1所示:分別用千分尺測量X、Y兩點的厚度,然后進行相減,得出這兩點的一個高度差。該系列合格成品的高度差一般在1.50mm~1.65mm之間,把它分成3類:A類在1.50mm~1.55mm之間;B類在1.55mm~1.60mm之間;C類在1.60mm~1.65mm之間;在1.50mm~1.65mm以外都是為次品! B點
圖1 檢測工件 人工測量的方式,由于工人的技術水平和操作方式不一。經常使得分類結果相差不一,或者把次品當作合格品。在這種情況下,引入電氣精準測量,提高檢測效率就很有必要了。
圖 2 設備結構圖 設備結構: 分為3部分,取件部、檢測部、分類部。 機械結構如圖2所示,首先由底鏈送工件進入工作臺;氣缸夾取工件平放在檢測臺并進行擺正;工件到位兩邊位置夾夾緊,觸發檢測器得到測量值,進過PLC處理得出分類結果,先打開滑行該分類擋板,松開位置夾。伸出推進氣缸把工件推入滑坡,工件直接就掉到該分類的缺口里了。缺口處感應開關感應到工件進入,就關閉擋板。如果是不合格品,直接滑倒底。
檢測設備的功能及要求: 1、 工件段差檢測精度在0.02mm以內; 2、 檢測數據能夠保存起來; 3、 分類范圍可以進行更改; 4、 能手動/自動進行檢測切換,容易看到測量數據。
根據控制要求,進行的系統配置如下:
對應該檢測要求,OMRON 位移傳感器ZX2能很好滿足該要求。 ZX2系列 CMOS型激光位移傳感器,可測量精度到10 um,IP67的防護等級,還能在移動狀態中實現穩定的測量。ZX2在檢測精度上滿足客戶需求,并且對于設置簡單可以做到無手冊設置,對初次使用電氣測量來說是很容易就能掌握的。在本項目中,我們是使用兩臺ZX2線型光束去測量兩個位置的高低差,同時加入演算單元,使得檢測更加準確。
系統開發中的需要解決的問題: 1、檢測處理及存儲 在工件固定后,硬線觸發兩臺ZX2檢測,并進過演算單元進行計算得到要測量的高度差。PLC通過模擬量讀取該檢測數據,通過與原先定義好的分類值進行比較,得到分類結果!并把數據存儲到觸摸屏上,通過觸摸屏自帶的數據采集器生成CSV格式文件保存在外置U盤。然后讀取在電腦上進行保存,一般也只是進行歷史數據的查看和統計。
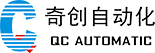
2、通信解決方案 客戶現在的需求是3臺同樣的設備,要進行檢測數據統一存儲。可能后續還要進行6~8臺相同設備的數據集中。在這種情況下,PLC之間就需要做數據交換。初步方案中,每臺PLC上加一個CIF11走PC LINK的協議,設置一臺為主機,采集從機檢測到的數據。
圖3 串行PLC連接圖 串行PLC連接的結構如上圖3 所示,PLC內部自動交換10個字的數據。實際應用只要主機讀從機的數據就可以了。
但是現場應用效果卻不太理想,PC link容易受干擾掉線,并且不能重啟通信。在外部干擾斷線的情況下,通信中斷后只能重新上電才能再次開啟PC link進行通信。把通信模塊換成CIF21在機器運行久了也還是會發生斷線,最后只有換成無協議的通信方式,改成主機無協議發送,從機host link被動訪問的方式。 讀取1#
這種主從式的讀取方式,靈活性比較大,端口重啟和掉線重啟很實用。唯一缺點就是需要編寫串口讀寫程序,使用上沒有pc link那樣方便。
Host link 通信方式 通信口設置:
主機發送讀取命令:@01RD0100001057 * 讀取1#從機D100開始地址的10個字。從機響應返回信息,用RXD直接接收數據,然后比較地址、返回頭代碼RD,如果一致,就把后面的10個字MOV到存儲地址,并同時觸發觸摸屏作數據收集。然后發送@02RD0100001054 * 讀取2#從機的數據,不斷的循環讀取達到采集的目的 正常工作情況,每次檢測要保存的記錄數據有7個:設備號、物料號、操作員號、檢測時刻、A點數據、B點數據、段差數據。 3、PLC時間同步: PLC在運行久了之后內部時鐘就會產生偏差,為了在檢測數據匯總時每臺設備時間能夠一致。這就需要從機與主機同步,主機的時鐘由觸摸屏修正,然后主機每隔1小時就會發送一條本機的時鐘。從機檢測到是時鐘數據,就會使用DATE指令更新本機時鐘,達到時鐘同步的效果。
4、重復收集的處理 使用主機讀取方式,從機被動訪問。為了避免采集重復數據,在返回數據中,以實際的檢測時刻和從機身來標識,若兩者相同就判斷為同一數據,不作處理。時間同步最大的作用是作重復識別使用的。
OMRON 產品在檢測系統的應用 對于ZX2應用要求的分析: ZX2優點是設置簡單功能強大。在實際應用當中,需要注意很多問題。其中就是對檢測技術的了解,就各種測具的比較。在該系統段差檢測中,直接用非接觸的ZX2替代接觸式的百分尺,對比中體現出它本身使用壽命及測量精度的優勢。但是同時,在使用環境中有更多的要求。 1、 精度測量必須有一個穩定精準定做的支架; 2、 檢測物件必須有固定的治具,防止檢測點發生偏移; 3、 在精度要求高的場合,多臺測量和增加演算單元,其效果更佳。
對于檢測系統的數據處理方式分析: 傳統的人工檢測,都是以人工錄入的方式。中間環節較多,出錯幾率較大。在電氣測量系統中,利用PLC做數據收集,觸摸屏做數據保存的方式,很切合客戶的實際應用。對于多臺測量設備,數據統一集中保存的系統,其通信難度相當于做用PLC集散控制。要處理的問題有以下幾點: 1、 單臺設備的數據收集需要在PLC上保持多組記錄,使用堆棧功能做數據分配,變址存儲等; 2、 多臺設備做集中收集,其通信方式使用的選擇。PC link 無需編程、抗干擾能力稍差、使用簡單但不靈活,無協議 編程復雜調試難度高、但使用靈活與上位機配合方便、可以程序作掉線處理,使用網絡功能模塊 無需編程、開發簡單抗干擾能力強、但價格貴。根據實際應該的需求選擇合適的方式。 3、 系統配置的選擇,在檢測系統中,邏輯控制要求不高,重點在于數據的處理,對于檢測速度快速,本身需要較大的存儲空間和運算速度,點數多少倒是不太主要了; 上位機的選用,根據客戶的需求,只在現場查看記錄的可用OMRON低端NB系列的觸摸屏;需要做數據保存并做成分類存儲的使用高端NS的觸摸屏,帶上以太網很能遠程讀取數據采集的記錄。對于收集的數據要錄入服務器作產品信息跟蹤的只能用工控機了。 上一頁:WJ200在陶瓷印花機上的應用 |




佛山市奇創自動化設備有限公司
電 話:0757-83209040
傳 真:0757-83322642
郵 箱:CHCH@fsqich.com.cn
