簡(jiǎn)介: 印花機(jī)在陶瓷生產(chǎn)線(xiàn)上必不可少,本文介紹日立變頻器在傳統(tǒng)皮帶式印花機(jī)的各種應(yīng)用。 工藝特點(diǎn): 目前市場(chǎng)印花機(jī)的控制方式主要有3種:利用接近傳感器信號(hào),...
簡(jiǎn)介:
印花機(jī)在陶瓷生產(chǎn)線(xiàn)上必不可少,本文介紹日立變頻器在傳統(tǒng)皮帶式印花機(jī)的各種應(yīng)用。
工藝特點(diǎn):
目前市場(chǎng)印花機(jī)的控制方式主要有3種:
利用接近傳感器信號(hào),來(lái)控制變頻器的正反轉(zhuǎn),變頻器速度從F001給定
利用脈沖給定變頻器速度,編碼器反饋位置信號(hào),根據(jù)位置信息來(lái)給定變頻器高速和低速
利用0~20mA給定變頻器速度,編碼器反饋位置信號(hào),根據(jù)位置信息來(lái)給定變頻器高速和低速
方案說(shuō)明:
以上每一種控制方式的特點(diǎn)不同,對(duì)變頻器的要求也各有不同。下面針對(duì)每種控制方式進(jìn)行詳細(xì)的介紹。
方式1:
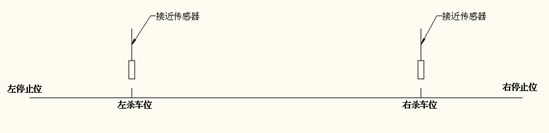
如上圖,為印花刮刀電機(jī)的行程圖,刮刀電機(jī)就在左停止位――右停止位之間不停的作往返運(yùn)動(dòng),變頻器的剎車(chē)時(shí)間為0.2S。由上圖可見(jiàn)此類(lèi)印花機(jī)刮刀行程固定,剎車(chē)距離僅靠傳感器位置來(lái)調(diào)整,一旦調(diào)整好了之后,剎車(chē)距離就固定了。
此類(lèi)印花機(jī)最高運(yùn)行頻率85Hz,加減速行程相對(duì)固定,功能比較簡(jiǎn)單,印花種類(lèi)比較單一,但在3種印花機(jī)中對(duì)變頻器性能的要求最高。因?yàn)椋琍LC并沒(méi)有參與到往返運(yùn)動(dòng)的控制當(dāng)中,單純靠變頻器的剎車(chē)在每次往返運(yùn)動(dòng)中保證左右停止位置的誤差不能超過(guò)0.5cm,以滿(mǎn)足工藝要求。
所使用的變頻器為WJ200 0.75KW,切換對(duì)手為三菱E740 1.5KW
調(diào)試過(guò)程:
步驟1:使用出廠(chǎng)設(shè)定,只將F002、F003設(shè)定為0.2S,A004=85Hz,刮刀電機(jī)運(yùn)行正常,變頻器啟動(dòng)電流1.6A,剎車(chē)時(shí)直流母線(xiàn)電壓最高是達(dá)到750V,電流在合理范圍內(nèi),電壓有些偏高。
問(wèn)題反映:?jiǎn)?dòng)時(shí)電機(jī)振動(dòng)比較大
問(wèn)題分析:可能是啟動(dòng)力矩不夠?qū)е码姍C(jī)振動(dòng)
步驟2:所以將A041=01,啟用自動(dòng)力矩提升,電機(jī)啟動(dòng)振動(dòng)為題得到解決,將A003=50Hz,A082=380V,再次觀(guān)察直流母線(xiàn)電壓,最高是為720v,比之前有所降低。
問(wèn)題反映:剎車(chē)停止位置誤差很大,不符合工藝要求,機(jī)臺(tái)振動(dòng)比較大,運(yùn)行時(shí)間長(zhǎng)之后會(huì)出現(xiàn)E07.2的故障
問(wèn)題分析:誤差大可能是輸出超調(diào),電機(jī)不穩(wěn)定所致,機(jī)臺(tái)振動(dòng)可能是輸出過(guò)猛。E07.2為直流母線(xiàn)過(guò)壓,能量釋放不完全
步驟3:針對(duì)E07.2故障,將b130=02,有效的將電壓抑制在700v以下。針對(duì)剎車(chē)不穩(wěn),將h006=0,忽略電機(jī)穩(wěn)定常數(shù)A045=85%,將輸出增益降低,降低輸出力矩,在比較三菱的運(yùn)行情況,發(fā)現(xiàn)WJ200在同樣的頻率和行程中,往返1次所使用的時(shí)間比三菱要短,判斷出WJ200剎車(chē)時(shí)間計(jì)算與三菱不同,將剎車(chē)時(shí)間增長(zhǎng)到0.25s。
最后效果:?jiǎn)?dòng)電流1.5A,最高直流母線(xiàn)電壓710V,剎車(chē)精度0.5cm,長(zhǎng)時(shí)間運(yùn)行無(wú)故障記錄。
方式2:
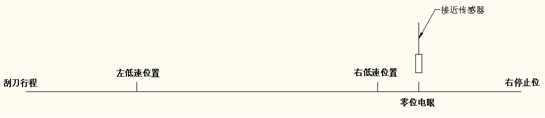
方式2與方式1的控制方式有所不同,PLC參與到控制當(dāng)中,刮刀的行程距離通過(guò)編碼器反饋到PLC里,刮刀行程,低速位置、高速、低速等都可以設(shè)定,此類(lèi)印花機(jī)功能比較強(qiáng),適合多種尺寸瓷磚印花。
工作過(guò)程:刮刀從右停止位置開(kāi)始啟動(dòng),以低速運(yùn)行到零位電眼,在到達(dá)零位電眼之前,所有的行程都被示為0,當(dāng)刮刀離開(kāi)零位電眼后,PLC給定高速到變頻器,變頻器加速到高速運(yùn)行,由零位電眼開(kāi)始計(jì)算刮刀行程值,當(dāng)刮刀走到設(shè)定的左低速位置時(shí),PLC再次給定低速到變頻器,到達(dá)刮刀行程位置,PLC送出反轉(zhuǎn)信號(hào)以及高速到變頻器,變頻器剎車(chē)停止,反轉(zhuǎn)啟動(dòng)運(yùn)行到右低速位置,PLC送出正轉(zhuǎn)信號(hào)到變頻器,依次往返擺動(dòng)。
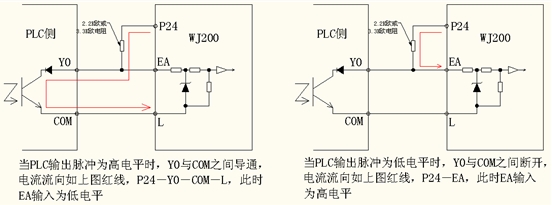
方式2,變頻器速度是單相脈沖給定的,脈沖列量程為1.6K,最高頻率為80Hz。這類(lèi)型的客戶(hù)通常使用的三菱的FX1N或者歐姆龍的CP1L,脈沖輸出方式為NPN,而日立WJ200只能接收PNP以及線(xiàn)驅(qū)動(dòng)的脈沖輸入,這里就涉及到NPN轉(zhuǎn)換到PNP的問(wèn)題,采取的電阻轉(zhuǎn)化法,如下電路圖:
所使用變頻器為WJ200 0.75Kw,切換對(duì)手為歐姆龍3G3MV 0.75Kw
調(diào)試過(guò)程:
步驟1:將A001=06、A002=01、A003=50Hz、A004=80Hz、A041=01、A082=380
B130=02、F002=0.2s、F003=0.18s、P055=1.6K、P056=0.1s
PLC設(shè)定:刮刀最高頻率80Hz,低速為10Hz,刮刀行程40cm、剎車(chē)行程12cm
運(yùn)行情況:剎車(chē)位置誤差0.5cm左右,機(jī)臺(tái)振動(dòng)較小,最大電流1.6A,最大直流母線(xiàn)電壓690V,基本滿(mǎn)足工藝要求,長(zhǎng)時(shí)間運(yùn)行無(wú)故障。
出現(xiàn)的問(wèn)題:給定80Hz,但變頻器最高輸出頻率只有76Hz,而歐姆龍的3G3MV能達(dá)到79.99Hz,當(dāng)給定頻率降低到70Hz以下,機(jī)臺(tái)開(kāi)始有較大的振動(dòng),給定的最高頻率越低機(jī)臺(tái)振動(dòng)越大。
問(wèn)題分析:由于變頻器往返速度快,而脈沖的濾波時(shí)間為0.1s,以及加速時(shí)間為0.2s導(dǎo)致變頻器無(wú)法達(dá)到80Hz。當(dāng)最高速度降低時(shí)引起機(jī)臺(tái)振動(dòng),那可能是因?yàn)樽冾l器輸出力矩過(guò)大,導(dǎo)致剎車(chē)時(shí)的劇烈振動(dòng)。
步驟2:針對(duì)上面的問(wèn)題,微調(diào)參數(shù):A045=85%、F002=0.18s、P056=0.5s
運(yùn)行情況:由于加速時(shí)間的縮短以及脈沖濾波時(shí)間的縮短,變頻器的最高速度達(dá)到79Hz,但以80Hz印花時(shí)機(jī)臺(tái)出現(xiàn)振動(dòng),而低速印花時(shí)機(jī)臺(tái)振動(dòng)依舊。
問(wèn)題分析:降低輸出電壓增益之后,變頻器的輸出還是過(guò)猛。觀(guān)察變頻器的額定電流等參數(shù),發(fā)現(xiàn)日立WJ200的同功率等級(jí)的電流保護(hù)等級(jí)參數(shù)比其它牌子的要大1個(gè)檔次。
步驟3:嘗試將H003=0.55,也就是將變頻器降容使用
運(yùn)行情況:無(wú)論是任何速度,變頻器輸出都很柔和,機(jī)臺(tái)振動(dòng)明顯得到抑制,剎車(chē)精度也有所提升,滿(mǎn)足工藝要求,電流電壓正常,長(zhǎng)時(shí)間運(yùn)行無(wú)故障報(bào)警。
方式3
方式3的工作原理與方式2一樣,只是變頻器的頻率給定改為0~20mA模擬量給定。
使用變頻器WJ200 0.75Kw 切換變頻器 歐姆龍3G3JV 0.75Kw
調(diào)試過(guò)程:
步驟1:將A001=01、A002=01、A003=50Hz、A004=80Hz、A041=01、A082=380
A103=00、B130=02、F002/03=0.2s、A016=8
運(yùn)行情況:無(wú)故障,但剎車(chē)是機(jī)臺(tái)振動(dòng)大,剎車(chē)過(guò)猛
分析:懷疑是變頻器對(duì)速度的響應(yīng)過(guò)快導(dǎo)致,需要加長(zhǎng)濾波時(shí)間,降低輸出增益
步驟2:A016=25、A045=85
運(yùn)行情況:刮刀剎車(chē)是超出了極限位置,機(jī)臺(tái)依舊振動(dòng)
分析:濾波時(shí)間延長(zhǎng),導(dǎo)致速度響應(yīng)慢了,只能將A016改回8,同時(shí)得出調(diào)成濾波時(shí)間無(wú)法消除機(jī)臺(tái)振動(dòng)。仿照方式2將H003=0.55降容實(shí)用,但經(jīng)過(guò)長(zhǎng)時(shí)間運(yùn)行,經(jīng)常會(huì)出現(xiàn)故障,可能是使用的電機(jī)不同,所以這里不能降容使用,只能通過(guò)別的辦法降低輸出。
步驟3:經(jīng)過(guò)對(duì)參數(shù)的分析,為了啟動(dòng)力矩足夠,一般A041=01,啟用自動(dòng)力矩提升,而動(dòng)力矩提升有2個(gè)補(bǔ)償增益A046、A047默認(rèn)值為100,一般情況下會(huì)按照這個(gè)值來(lái)做自動(dòng)力矩補(bǔ)償,但在高速往返的過(guò)程中,按照默認(rèn)的的增益來(lái)作補(bǔ)償,往往會(huì)出現(xiàn)力矩補(bǔ)償過(guò)大,從而導(dǎo)致輸出過(guò)大,因此降A(chǔ)046、A047都設(shè)為30,機(jī)臺(tái)的振動(dòng)得到明顯改善。
經(jīng)驗(yàn)總結(jié):
經(jīng)過(guò)3種方式的印花機(jī)的應(yīng)用,發(fā)現(xiàn)WJ200有1個(gè)特點(diǎn)就是剎車(chē)性能強(qiáng),輸出力矩大,與同容量相比要大1個(gè)檔次,由此也產(chǎn)生一些問(wèn)題:輸出力矩曲線(xiàn)過(guò)硬,引起機(jī)械振動(dòng),要抑制這些振動(dòng),總結(jié)了幾個(gè)關(guān)鍵參數(shù):
參數(shù) | 設(shè)定方向 | 作用 |
H006 | 設(shè)為0 | 往往可以提高電機(jī)的穩(wěn)定性 |
H003 | 降1級(jí) | 日立WJ200各功率段的容量相對(duì)較大,所以可以適當(dāng)降容來(lái)實(shí)用 |
A045 | 降低 | 適當(dāng)降低輸出電壓,可以使電機(jī)輸出穩(wěn)定一些 |
A046/A047 | 降低 | 可以有效的抑制輸出超調(diào)現(xiàn)象
|